Paano mag-welding hindi kinakalawang na asero
May -Akda:
Monica Porter
Petsa Ng Paglikha:
21 Marso. 2021
I -Update Ang Petsa:
1 Mayo 2024

Nilalaman
Ang wikiHay ay isang wiki, na nangangahulugang maraming mga artikulo ay isinulat ng maraming may-akda. Upang lumikha ng artikulong ito, ang mga may-akda ng boluntaryo ay lumahok sa pag-edit at pagpapabuti.Ang welding ay ang proseso ng pagsali sa dalawang bahagi nang magkasama gamit ang isang mapagkukunan ng init kapag nagsasagawa ng gawaing pagpupulong sa kanilang bahay, kotse o bangka, at iba pa. Mayroong iba't ibang mga paraan upang mag-weld depende sa mga metal at kahit na mga variant ng parehong metal, tulad ng kaso sa lacier at tiyak na iminungkahi sa artikulong ito upang matuklasan ang ilan sa mga pamamaraan ng hinang na nalalapat sa hindi kinakalawang na asero.
yugto
-

Kunin ang tamang kagamitan sa proteksiyon.- Kapag nag-welding, magsuot ng isang long-sleeved shirt at isang pares ng pantalon upang may kaunting nakalantad na lugar ng balat. Dapat ka ring magsuot ng isang pares ng mga baso sa kaligtasan, guwantes, at posibleng proteksyon sa pandinig.
-
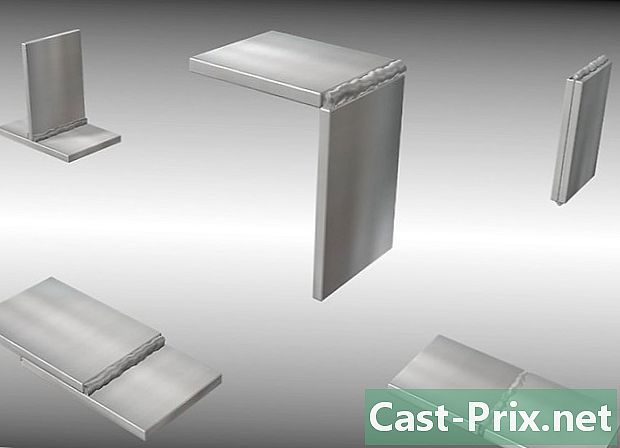
Alamin ang pinakamahusay na paraan ng hinang ayon sa mga bahagi ng metal na sumali.- Ang pinakakaraniwang ginagamit na pamamaraan ay ang "T" -kumuno, overlay, end-to-end o curved-edge welding ng isa sa dalawang bahagi ng metal.
- Kapag gumawa ng isang pagpipilian sa mga pamamaraang ito, isaalang-alang ang pagiging posible ng bawat pamamaraan, ang kapal ng mga bahagi ng metal na ma-welded at ang katatagan na dapat makuha ng hinang.
-
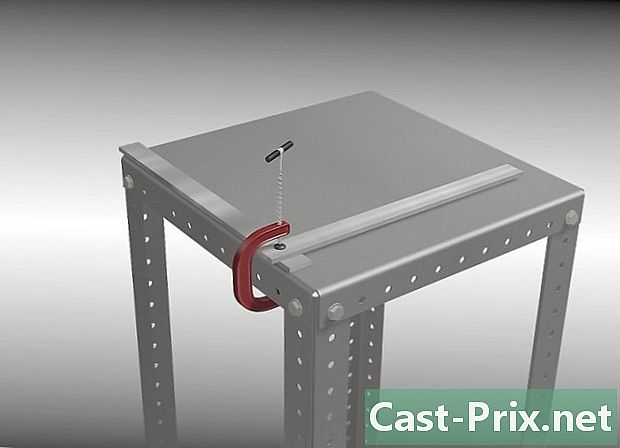
Hawakan ang dalawang bahagi ng metal na mai-welded gamit ang mga clamp at shims. -
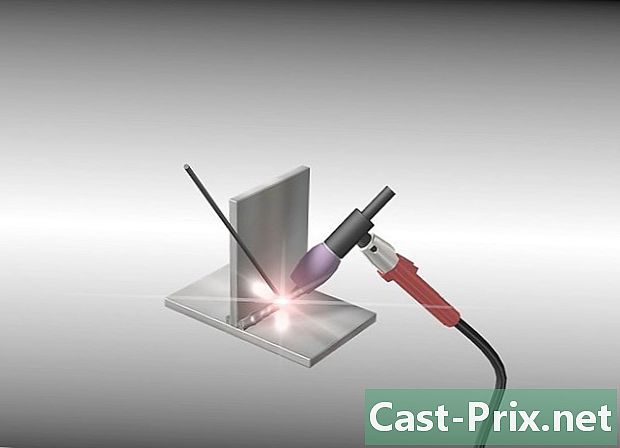
Piliin ang pinaka naaangkop na pamamaraan ng hinang upang sumali sa dalawang hindi kinakalawang na mga bahagi ng bakal. Ang apat na pangunahing pamamaraan ay:- electric arc welding na may coated electrodes,
- arc welding na may hindi fusible electrodes (tungsten),
- gas-free cored wire welding ("FCAW" na proseso sa pagtatalaga ng US),
- at semi-awtomatiko (o "MIG-MAG") hinang na may isang neutral na gas o may isang hindi neutral na halo ng gas (argon, carbon dioxide at hydrogen) at may isang maikling circuit o paglipat ng axial spray, na gumagamit ng isang elektrod ng uri fuse wire upang lumikha ng isang electric arc sa mga bahagi na tipunin.
-

Kung pipiliin mo ang semi-awtomatikong pamamaraan ng hinang, pumili ng isang inert gas na angkop para sa uri ng hindi kinakalawang na asero na bumubuo ng mga bahagi na tipunin.- Kung electrically welded ka na may coated electrodes, hindi mo kailangang gumamit ng isang gasolina na hindi gumagalaw. Sa iba pang mga pamamaraan ng hinang, ang largon o helium ay maaaring magamit o isang halo ng maraming mga gas sa mga proporsyon na magkakaiba depende sa metal na ma-welded.
-

Pumili ng isang metal sa panghinang hindi kinakalawang na mga bahagi ng bakal.- Kung ang dalawang piraso na mai-welded ay gawa sa parehong metal, dapat mong piliin ang metal ng kontribusyon na kung saan ay pinaka angkop na magkaisa sa kanila. Kung ang mga bahagi ay gawa sa iba't ibang mga metal, dapat mong piliin ang metal, na katugma sa base metal (hindi kinakalawang na asero), na hindi bababa sa malamang na pumutok.
-
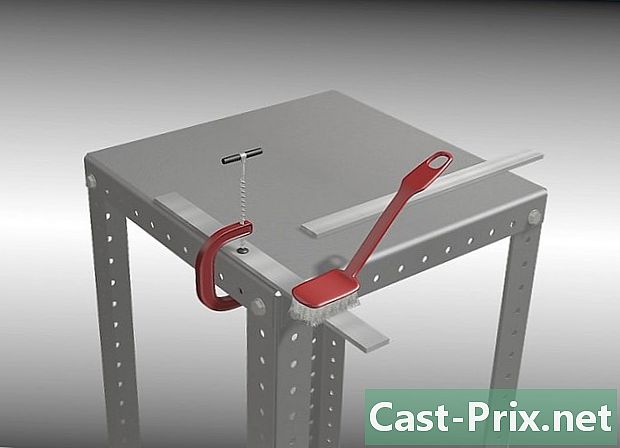
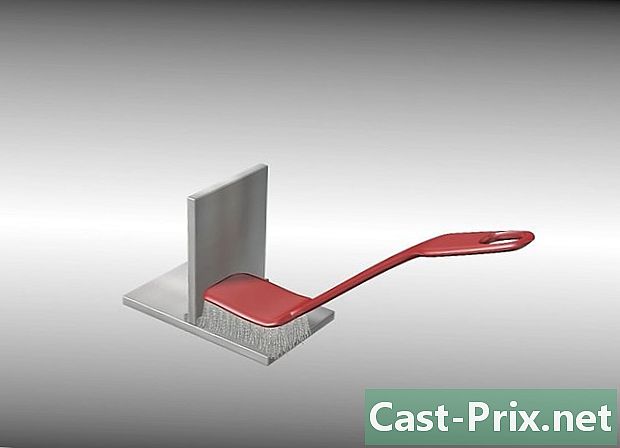
Linisin ang mga hindi kinakalawang na asero na bahagi ay pupunta ka.- Ang paglilinis ng operasyon ay dapat na posible upang maalis ang mga bakas ng mga oxides at maiwasan ang mga ito na mabuo. Dahan-dahang i-brush ang buong ibabaw ng bawat piraso na may wire brush (hindi kinakalawang na asero) upang alisin ang hindi pantay bilang karagdagan sa mga marka ng oksihenasyon.
- Magsuot ng guwantes upang maiwasan ang grasa mula sa iyong mga daliri sa makintab na ibabaw ng mga hindi kinakalawang na mga bahagi ng bakal.
-

Magsuot ng mga piraso ng bakal na paghihinang sa temperatura ng silid.- Kung nagtatrabaho ka sa austenitic na bakal, hindi kinakailangan na magpanatili ito. Ang init upang maabot ang temperatura ng silid lamang kung ito ay uri ng martensitic o ferritic. Dapat mo ring magpanahi ng mga bahagi na partikular na makapal o gawa sa bakal na mayaman na carbon.
-
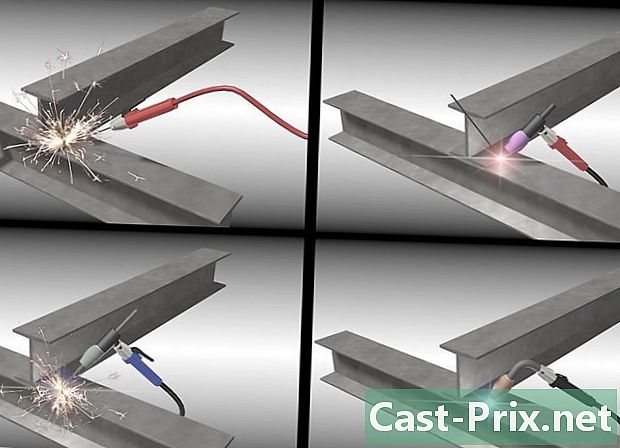
Ilapat ang mapagkukunan ng init na kinakailangan para sa hinang. -
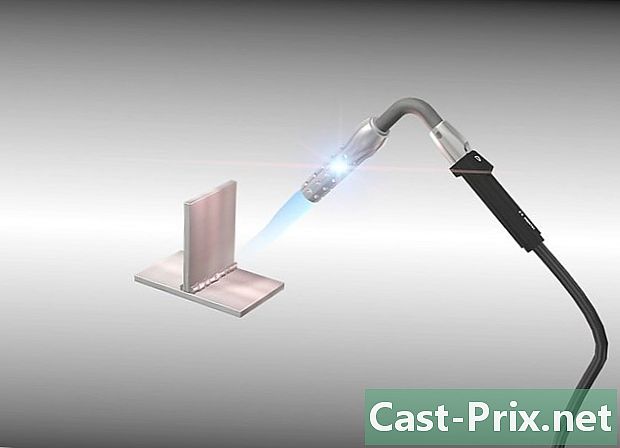
Pinainit ang mga piraso na na-welded.- Mayroong malaking panganib na ang crack ay magdurusa ng mga bitak na mikroskopiko na malaki ang maaaring magpahina dito kung pinapayagan mo itong palamig nang mabilis.Iyon ang dahilan kung bakit kailangan mong painitin ito sa sandaling matapos ang trabaho sa hinang.
-
Kung kinakailangan, alisin ang mga burr mula sa weld. Maaari mong gawin ang gawaing ito gamit ang pait.- Ang hinang na elektrikal na arko na may pinahiran na mga electrodes at gas-free flux cored welding ay may posibilidad na mag-iwan ng matalim na mga burr sa weld.
Ang Aming Mga Publikasyon

Paano matuyo ang isang basa na karpet
a artikulong ito: Patuyuin ang iang lugar na mabili na Pinatuyo ang iang karpet Pinatuyo ang iang karpet ng KoteMga anggunian Kung mayroon kang iang ulok ng karpet o baa na karpet, ang pinakamadaling ...

Paano matuyo ang iyong buhok nang hindi masisira ito
a artikulong ito: Paghahanda para a pagpapatayo ng buhok Pag-dry ng iyong buhok Bagaman ang paggamit ng iang hair dryer ay ginagawang maganda ang iyong buhok, ang pagkakalantad a init ay nakakaira a k...