Paano mag-weld
May -Akda:
Monica Porter
Petsa Ng Paglikha:
21 Marso. 2021
I -Update Ang Petsa:
1 Hulyo 2024

Nilalaman
- yugto
- Bahagi 1 Paghahanda ng gawain
- Bahagi 2 Simulan ang paghihinang
- Pamamaraan 3 Bahagi Tatlong: Tapusin ang Gawain
Ang arc welding ay isang proseso ng pagsali sa dalawa o higit pang mga materyales gamit ang electrically built heat. Bagaman maraming mga proseso ng hinang na nakalista ng American Welding Society, sa papel na ito ay nililimitahan namin ang ating sarili sa pakikitungo sa pinahiran na proseso ng welding ng elektrod arc, na kilala rin bilang stick welding. Ito ay isa sa mga pinaka-karaniwang anyo ng hinang at may maraming paggamit; Ang prosesong ito ay magpapahintulot sa iyo na madaling makamit ang napapanatiling mga proyekto ng DIY na may kadalubhasaan ng isang propesyonal.
yugto
Bahagi 1 Paghahanda ng gawain
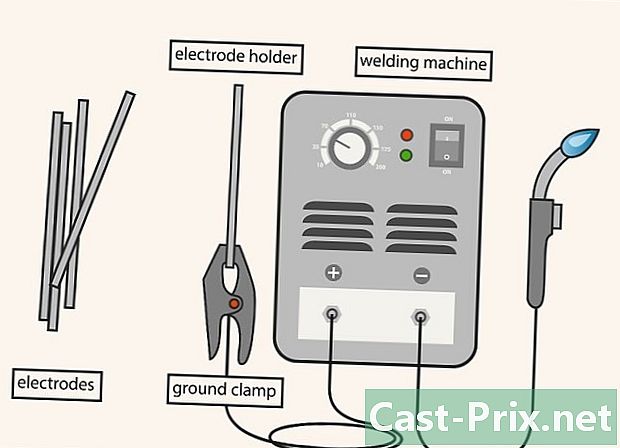
- Ipunin ang iyong materyal. Dapat kang magkaroon ng isang welding machine, isang may hawak na elektrod na may isang koneksyon cable, isang ground clamp na may grounding cable, electrodes at ang base metal na tipunin. Kakailanganin mo rin ang isang nakakadulas na martilyo upang alisin ang mga deposito at isang wire brush upang linisin ang mga welds.
-
Ilagay ang iyong kagamitan sa kaligtasan. Kasama dito ang helmet ng welder (shade 10 o higit pa), dyaket ng welder o cotton sweatshirt, cuffless pants, work boots, guwantes at safety baso.- Huwag magsuot mga sapatos na pang-tennis o frayed na damit o cuffed pantalon o knit o open-bulsa shirt o walang kamiseta.
-
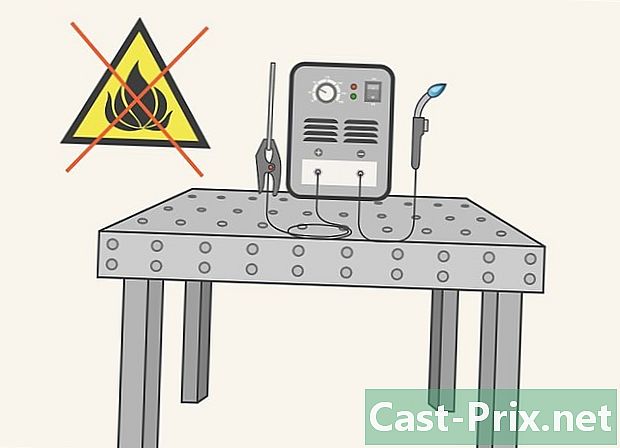
Ihanda ang workstation. Alisin ang anumang nasusunog na materyal at maghanap ng angkop na ibabaw ng trabaho. Maaari mong ikonekta ang grounding cable halimbawa sa isang metal na talahanayan, gayunpaman ang karamihan sa mga workshop ay may malaking bahagi ng metal na konektado ang ground wire.- Kung mayroong ibang mga tao, mag-set up ng mga kurtina ng welding sa paligid ng lugar ng trabaho. Ito ay maprotektahan ang mga taong ito mula sa mga sinag ng ultraviolet (UV).
-
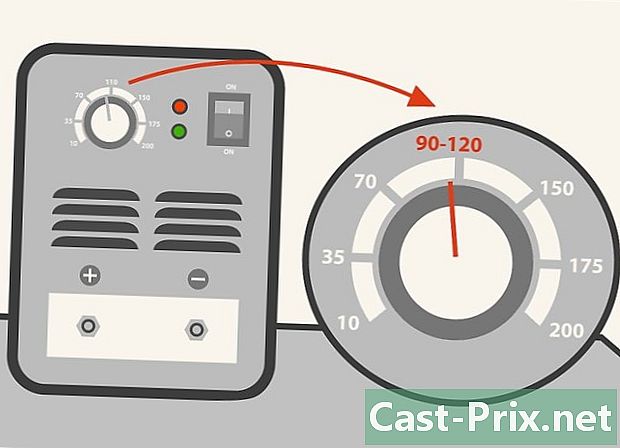
Ihanda ang machine ng welding. Karamihan sa mga welding machine ay medyo simple. Dapat mong gamitin ang isang intensity ng pagkakasunud-sunod ng pagkakasunud-sunod ng 90 hanggang 120 amps, bagaman dapat itong nababagay ayon sa kapal ng base metal at ang diameter ng elektrod. -
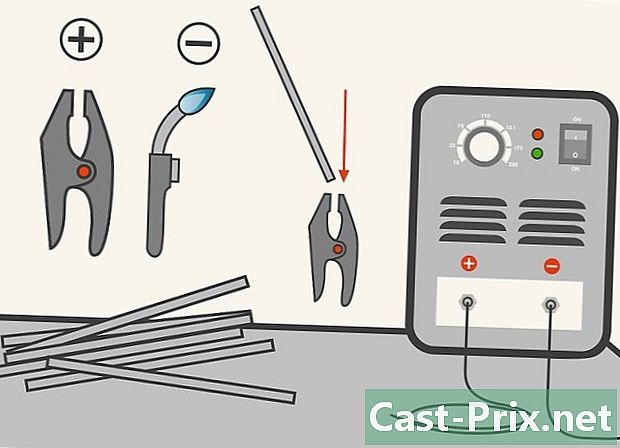
Gumamit ng tamang elektrod. Nakasalalay sa koneksyon ng metal na ma-welded, tinukoy ito bilang isang positibong pagpupulong ng elektrod dc (CCEP) kapag ang kristal ay naninirahan mula sa metal hanggang sa elektrod, na nagreresulta sa isang mas mataas na pagtaas ng temperatura ng metal. Sa DC negatibong elektrod (CCEN) na naka-mount ang epekto ay nababaligtad. Para sa pag-welding ng stick, bibigyan ng pag-mount ang CCEP sa iyong weld. Dapat kang pumili ng isang electrode na angkop para sa AC o DC welding, depende sa iyong makina. Siguraduhin na ang mga electrodes ay tuyo.- Sa kaso ng isang positibong electrode dc welding (CCEP), ang mga electrodes na maaaring magamit ay ang mga sumusunod: E6010, E6011, E6013, E7014, E7018, E7024. Para sa alternating kasalukuyang (AC) ang mga electrodes E6011, E6013, E7014 at E7018AC ay maaaring magamit.
- Ang mga electrodes E6010 at E6011 ay partikular na angkop para sa welding rust, pininturahan o maruming metal na hindi mo pa nalinis.
- Ang E6013 electrode ay isang maraming bagay na elektrod; ito ay mainam para sa mga proyekto na may mga kasukasuan na hindi magkasya nang maayos.
-
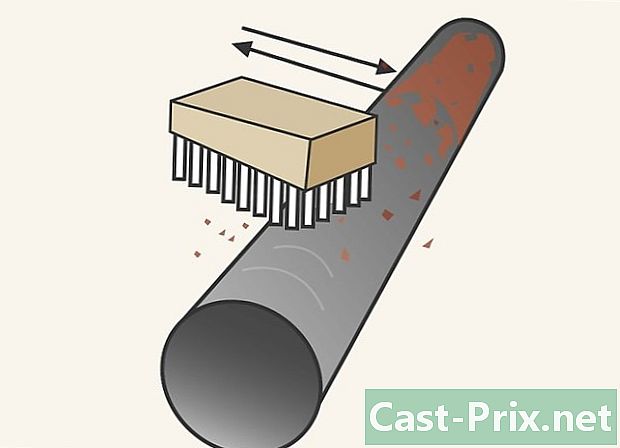
Linisin ang metal bago hinang. Maaari itong gawin sa pamamagitan ng pagsisipilyo sa ibabaw upang mai-welded gamit ang isang wire brush o gilingan. I-clear ang metal sa pamamagitan ng mas maraming kalawang o pintura hangga't maaari.- Gumamit ng lacetone upang mabawasan ang metal, lalo na ang aluminyo.
- Huwag kailanman gumamit ng chlorine solvents dahil ang reaksyon na nangyayari kapag pinainit ng isang welding machine ay maaaring pumatay sa iyo kaagad.
- Ang isang nagniningning na metal ay hindi kinakailangan malinis. Gumamit ng isang hard disk gilingan upang alisin ang layer ng scale at ilantad ang metal. Nalalapat ito lalo na sa lacier.
-
Ihanda ang pinagsamang. Gumamit ng mga clamp at isang vise upang magkasama ang mga bahagi at ayusin nang maayos ang selyo.
Bahagi 2 Simulan ang paghihinang
-
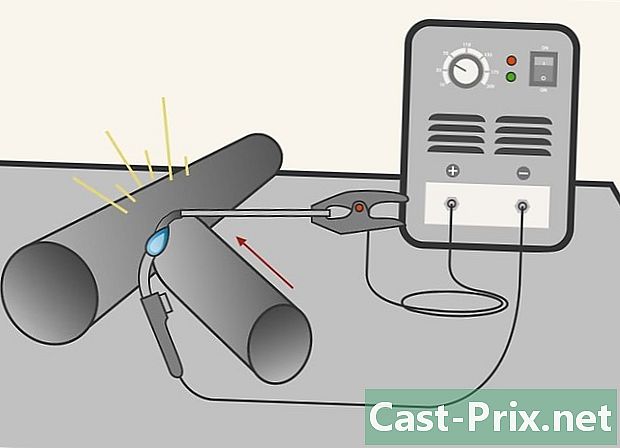
Prime ang welding arc. Ang pagdurugo ay nakumpleto sa pamamagitan ng pagpindot sa dulo ng wand sa ibabaw ng base metal at pagkatapos ay hilahin ito pataas nang mabilis o kuskusin ang dulo ng wand sa metal tulad ng ginagawa mo para sa isang tugma. Kaya, isinasara mo ang circuit ng elektrikal, na nagiging sanhi ng pagpasa ng kasalukuyang, mula sa elektrod hanggang sa metal.- Pinapayagan ka ng pinaka-modernong helm ng welding na makita nang malinaw hanggang sa pagsisimula ng larc, pagkatapos ay awtomatikong tint upang maprotektahan ang iyong mga mata laban sa ultraviolet (UV) ray. Sa iba pang mga mas murang helmet o isang lumang modelo, gumamit lamang ng isang visor na nilagyan ng isang tinted na salamin na karaniwang masyadong madilim upang makita, maliban sa panahon ng hinang. Sa kasong ito, dapat mong makita kung saan mo nais na simulan ang paghihinang pagkatapos ay itaboy ang helmet sa kabilang banda bago simulan ang tuso.
-

Lumikha ng isang fusion weld pool. Kapag pinamamahalaan mong mapanatili ang isang matatag na arko, huwag bigyang pansin ang pagtatapos ng elektrod, ngunit tumuon sa tinunaw na metal bath. Upang lumikha ng isang mahusay na paliguan, kailangan mong maghintay para sa isang segundo o dalawa, kung saan nagsimula ka bago ilipat ang elektrod.- Ang taas ng larc ay hindi dapat lumampas sa 3 hanggang 4 mm, mula sa dulo ng elektrod hanggang sa ibabaw ng base metal. Ang puwang na ito ay dapat mapanatili sa pamamagitan ng malumanay na pagtulak ng elektrod patungo sa pagkatunaw ng panghinang. Kung lumawak ang agwat, makakagawa ito ng labis na pag-aakala.
-

Simulan ang paglipat ng matunaw sa pamamagitan ng metal. Panatilihin ang elektrod sa isang anggulo malapit sa 90 °. Huwag ilipat ang elektrod nang napakabilis; sa pangkalahatan, planuhin ang bilis ng bilis upang ubusin ang tungkol sa 2.5 cm ng elektrod sa pamamagitan ng 2.5 cm ng panghinang. Kapag inililipat ang panghinang paliguan, maaari kang mag-advance sa isang tuwid na linya (isa kordon hinang) o ilarawan ang mga maliliit na bilog.- Mahalaga na mapanatili ang isang pare-pareho ang taas ng arko, ito ang distansya sa pagitan ng dulo ng elektrod at ang base metal. Ito ay maaaring mahirap makamit sa una dahil ang elektrod ay patuloy na natupok.
- Patuloy na ilipat ang paliguan sa dulo ng pinagsamang. Muli, siguraduhing mapanatili ang isang matatag na bilis ng pasulong at taas ng arko.
Pamamaraan 3 Bahagi Tatlong: Tapusin ang Gawain
-
Tapos na ang weld. Itago ang elektrod mula sa metal at payagan itong lumamig ng ilang segundo. Kahit na sobrang init, ang metal ay mawawala ang pulang kulay nito. -

Linisin ang slag. Ang slag ay isang nalalabi na nakuha sa proseso ng hinang. Pinoprotektahan nito ang tinunaw na metal mula sa mga pollutant. Ang slag deposit ay hindi cool sa parehong rate ng weld bead at maaaring magkaroon ng blisters sa mga lugar. Gumamit ng martilyo na martilyo kung kinakailangan upang maalis ang slag mula sa weld seam.- Magsuot ng baso ng kaligtasan sa panahon ng hinang, upang maprotektahan ang iyong mga mata kapag itinaas mo ang maskara.
- Itahi lamang ang slag mahirap tanggalin sa pamamagitan ng pagbibigay ng light martilyo stroke upang hindi markahan ang weld seam.
- Gumamit ng isang wire brush upang linisin ang weld seam. Alisin ang mas maraming mga particle hangga't maaari, lalo na kung gumawa ka ng isa pang pass.
-
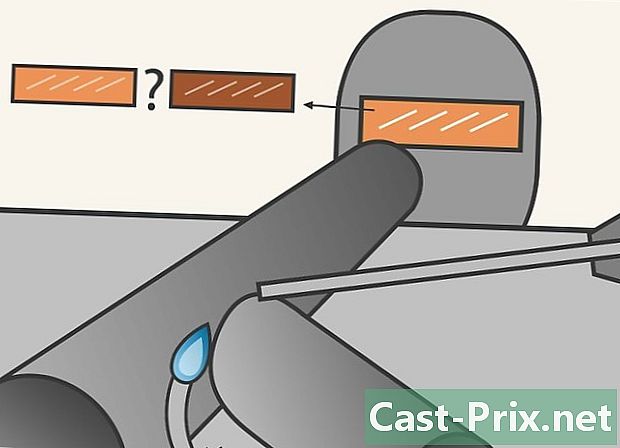
Suriin ang weld. Ang mga welds ng isang baguhan ay madalas na hindi maganda ang kalidad at hindi sapat ang kanilang pagtutol. Gayunpaman, ang pagganap ay nagpapabuti sa pagsasanay. Gumawa ng isa pang pass upang iwasto ang mga gaps o hindi kumpletong mga weld. -
Payagan ang metal na lumamig. Sa pagsasagawa, ang paglulubog ng metal sa tubig ay mapabilis ang paglamig nito, ngunit pinapahina din ang weld; samakatuwid, payagan ang mga istruktura na welds na cool sa ambient na hangin.
- Alamin ang apat na mga posisyon ng hinang. Ang mga ito ay: ang patag na posisyon, ang posisyon ng cornice, ang vertical na posisyon at ang posisyon sa kisame. Tinatalakay ng artikulong ito ang patag na posisyon.
- Para sa flat welding, inirerekumenda na ilagay ang elektrod sa may hawak na elektrod sa isang anggulo ng 90 degree; sa posisyon ng kisame, ang elektrod ay dapat ituro nang direkta sa labas.
- Maghanap ng mga klase ng welding sa iyong lugar. Marami kang matututunan tungkol sa mga pamamaraan ng hinang kaysa sa maaaring ituro sa iyo ng mga nilalaman ng artikulong ito.
- Kung alam mo ang isang welder, hilingin sa kanya na bantayan kang mag-weld at suriin ang iyong mga welds tapos na. Ang kanyang mga obserbasyon ay makakatulong sa iyo na iwasto ang anumang mga depekto.
- Ang ilaw ng isang panghinang arko ay gawa sa malakas na ultraviolet (UV) ray. Ang isang mahabang pagkakalantad, tulad ng sa sikat ng araw, ay maaaring maging sanhi ng cancer.
- Ang masidhing ilaw ay makakasira sa iyong mga mata at a suntok ng arko ay kumakatawan sa isang hindi kanais-nais na aksidente. Ang isang sunog sa mata ay katulad ng isang sunog ng araw sa balat. Ang nasusunog sa pamamagitan ng ilaw ng isang electric arc ay maaaring maging sanhi ng mga paltos. Ang mga maliliit na tubig na blisters sa pagsabog ng eyeball habang ang pag-flap ng mga eyelids, na inilalantad ang mga sugat sa nakapalibot na kapaligiran. Ang nagresultang sakit ay maihahambing sa naranasan na sumusunod sa pagpapakilala ng asin sa mga mata. Ang mga tisyu ay nagbabagong-buhay habang nagpapagaling ang pagpapagaling, ngunit ang malubhang o paulit-ulit na pagkasunog ay maaaring lumikha ng sapat na scar tissue upang maging sanhi ng pagkabulag.
- Huwag tumingin sa isang welding arc nang walang tulong ng isang proteksyon na salamin na idinisenyo para sa hinang at may tamang lilim. Kakailanganin mo ang isang baso ng lilim 9 kahit papaano. Ang mas mataas na intensity na ginamit, mas malaki ang opacity ng baso at ang mataas na numero ng hue. Ang mas madidilim na mga numero na mas mababang baso ay angkop para sa paggiling at paggupit. Huwag kalimutan din na ang mga pag-aari ng mga mata ay naiiba ayon sa mga indibidwal. Ang isang madilim na baso ay maaaring angkop para sa isang tao, ngunit hindi sapat para sa ibang tao na gumagawa ng parehong trabaho.
- Para sa karamihan ng mga istasyon ng welding arc, dapat mong igalang ang siklo ng operasyon.Nangangahulugan ito na ang paghihinang para sa higit sa isang tinukoy na tagal ng oras ay maaaring makapinsala sa kagamitan. Karamihan sa maliit, murang welding machine ay may 20% duty cycle. Ang operating rate o duty factor ay ipinahayag bilang isang porsyento ng isang 10-minutong panahon. Ang isang makina na may 20% na cycle ng tungkulin ay maaaring maghinang para sa 2 minuto sa loob ng 10 minuto. Ang natitirang 8 minuto ay nagpapahintulot sa makina na lumamig. Ang isang mataas na cycle ng tungkulin ay tumutugma sa isang mataas na oras ng hinang. Ang pinakamalaking machine ay may isang cycle ng tungkulin hanggang sa 60%, na nauugnay sa isang oras ng hinang ng 6 minuto sa loob ng 10 minuto, ang natitirang 4 minuto ay nakalaan para sa paglamig sa makina.
- Panatilihin ang isang sunog na apoy, balde ng tubig, buhangin, hose ng tubig, o iba pang angkop na paraan upang mapapatay ang isang apoy.
- Kung ang mga mata ay sinusunog ng isang suntok, huwag gumamit ng isang produkto upang mawala pamumula. Ang mga daluyan ng dugo ng isang nasugatan na dilate ng mata upang payagan ang isang pag-agos ng dugo na malamang na mapawi ang pagkasunog. Ang isang pagdagsa ng dugo ay nagtataguyod ng pagpapagaling sa pamamagitan ng pagdadala sa mata ng labis na antibody at higit na oxygen. Ang natural na luha ay nakakatulong sa pag-aliw at pagalingin ang mga nasusunog na mata.
- Magkaroon ng isang tao sa iyo upang subaybayan kung ano ang iyong ginagawa at pagbutihin ang iyong kaligtasan. Para sa iyong unang welds, magsanay sa isang may karanasan na welder.
- Ang mga welding machine ay maaaring mapanganib. Basahin nang mabuti ang mode ng paggamit kasama lahat mga babala at gawin ang lahat ng mga hakbang upang matiyak ang iyong kaligtasan at ng mga nasa paligid mo. Huwag mag-welding malapit sa mga sunugin na materyales. Huwag maghinang ng mga metal na nakikipag-ugnay sa gasolina, tulad ng mga metal mula sa mga tanke ng gasolina.
- Huwag gumamit ng mga hilaw na patatas sa mga nasusunog na mata. Ang mga patatas ay maaaring maglaman ng mga nakakahawang bakterya. Ang isang sterile cold compress ay makakatulong sa pag-alis ng init at nasusunog na mga sensasyon nang hindi nagpapakilala ng mga nakakapinsalang mikrobyo sa mata.
- Isang pares ng baso ng kaligtasan
- Ang isang welding machine na may mga pliers at cable
- Mga electrodes
- Soldering metal
- Isang martilyo upang mag-prick
- Isang wire brush
- Welding Helmet 10 o higit pa
- Isang pares ng mga guwantes na welding cuff
- Isang pares ng mga bota sa trabaho
- Mga walang pantalon na pantalon
- Isang jacket
- Isang extinguisher
- http://www.weldinginfocenter.org/basics/ba_06.html
- http://www.eastwood.com/stick-welding-tips-how-to-stick-weld-a-user-s-guide
- http://www.millerwelds.com/resources/articles/Selecting-the-Right-Welding-Helmet-For-You
Pagpili Ng Site

Paano malalaman kung kailan makakakita ng doktor kapag umuubo
Ang coauthor ng artikulong ito ay Marha Durkin, RN. i Marha Durkin ay iang rehitradong Nar a Wiconin. Nakamit niya ang kanyang BT a Naring a Olney Central College noong 1987.Mayroong 16 anggunian na b...

Paano malalaman kung kailan gustong masira ng kanyang kasintahan
a artikulong ito: Paninin ang pag-uugali ng kanyang kaintahanParking a kanyang kaintahanPaano ang reakyon14 anggunian Kapag naa iang relayon ka, hindi bihira, a iang pagkakataon o a iba pa, na magkaro...